|
|
оснастка - матрицы.
Стеклопластик используется в качестве формовочного материала для многих целей. В изготовлении собственного стеклопластиковых изделий стеклопластиковые матрицы используются для ручного контактного формования, распыления, впрыска, холодного прессования и литья.
Стеклопластик используется в качестве формовочного материала также для:
- вакуумного формования стеклопластика;
- формового литья полиуретановой пены;
- литья бетона и пр.
Принципиальная конструкция стеклопластиковых матриц одинакова для всех этих способов применения. Разница - в выборе сырьевых материалов, а также в методах укрепления и опирания рабочих инструментов. В зависимости от применения существуют различные специфические требования к стеклопластиковым матрицам, но следующие из них являются общими:
- постоянство размера;
- стабильность температуры;
- износостойкость;
- долговечность.
Формовочный материал и строение матрицы на практике не являются единственной гарантией долговечности, многое зависит от того, как обращаются с матрицей в ежедневной работе.
Если матрицы обрабатываются действительно точными инструментами и снабжены подъемными петлями, направляющими и съемниками, то они действительно долговечны.
Независимо от того, для чего собираются использовать матрицу, она должна быть изготовлена из двух слоев: первый - декоративное покрытие наружной поверхности, второй - каркасный слой или внутренняя отливка.
Декоративное покрытие наружной поверхности является формообразующим слоем, и он является решающим с точки зрения функционирования матрицы. Каркасный слой или внутренняя отливка придает матрице прочность и жесткость. Всевозможные направляющие, ножки, ручки, съемники и т.п. необходимо также отформовывать или отливать в зависимости от применения матрицы.
Гелькоут для поверхности (защитно-декоративное покрытие) GS 75200 H(S) черный, GS 75400 H(S), зеленый.
Открытые и закрытые матрицы для ручного формования и распыления, впрыска, прессования и отливания, а также для методов, которые требуют высокой температуростойкости и механических воздействий.
Тиксотропная, предварительно стимулированная, на изофталиевой основе, с высокой температурой размягчения (HDT). Используется во многих типах матриц.
Смола полиэфирная для изготовления матриц S 599 TE.
Тиксотропная, предварительно стимулированная. Предназначена для формообразующей оснастки, работающей в условиях высоких температур.
Смола полиэфирная общего назначения для ламинирования M 105 TB
Тиксотропная, предварительно стимулированная, на ортофталиевой основе с низкой эмиссией стирола. Используется для ламинирования матрицы, ножек, направляющих и соответствующего крепежного формования. Используется также в качестве последнего слоя при формовании каркаса, когда необходимо достичь больших толщин формования.
50% отвердитель МЕК - пероксид (ПМЭК, Бутанокс М 50)
Используется в качестве отвердителя для гелькоута (дозировка 2%), полиэфирной смолы (дозировка 1,5%).
ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Полирующее вещество Finish Kare №115, 440-5, 103
Для полировки после мокрой шлифовки поверхности матрицы, также используется для восстановления поверхностей старых матриц. Полируют аппаратом, в ручную (полировальными кругами).
Полирующее вещество Finish Kare № 3
Для тонкой полировки хорошо обработанных поверхностей или в качестве полирующего вещества после № 103 Cleaner для придания матрице стойкого блеска. Полируют аппаратом или в ручную.
РАЗДЕЛИТЕЛЬНЫЕ МАТЕРИАЛЫ
Разделительный воск Hi Low, Blue Wax
Воск для матрицы. С помощью воска получают блестящую поверхность разделения. Наносят ровным и тонким слоем вручную. Полируют в ручную, полировальной бумагой или тряпочкой.
Разделитель CRA 5, 64 PVA
Раствор поливинилового спирта, который используют при изготовлении матриц, для предотвращения разрушительного воздействия стирола при вводе в эксплуатацию новых матриц, а также для изготовления таких частей, которые в дальнейшем будут подвергаться поверхностной обработке. Тонкий и ровный слой наносят замшей, тканью или другим соответствующим материалом.
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Укрепляющие и пробельные материалы
Поверхностная дорожка * Стекловуаль 27 г/м2 . Легко устанавливающаяся и быстро промокающая, пригодна для первого слоя после декоративного покрытия, для предотвращения межслоевого проникновения волокон и прочих соответствующих дефектов поверхности. Также можно использовать стекломатериал с порошковоплетенной дорожкой ** 300-450 г/м2 . Если формование каркаса выполняют сэндвич-методом, то в качестве пробельного материала можно использовать бальзу, полиуретан, пенополеуретан. При этом необходимо помнить, что ячеистый пластик нуждается в изоляции, т.к. он специфическим образом влияет на особенности матрицы, а также на ее конструкцию и использование.
РАБОЧИЕ ПОМЕЩЕНИЯ И ПЛАНИРОВАНИЕ
Минимальное требование к рабочим помещениям при изготовлении матриц: температура на любой стадии не должна опускаться ниже 180 С. Такое же требование касается всех материалов, а также болвана. Нужно помнить, что выравнивание температуры одной банки полиэстера может длиться одну неделю и в том случае, если она поднята с пола, например, на погрузочную площадку.
Необходимо стремиться поддерживать нормальную температуру между +200 С и + 230 С.
Перед формованием стоит пожертвовать временем для планирования и принять во внимание следующие моменты:
- все требуемые материалы необходимо брать правильной температуры;
- увязать ход работы на разных стадиях;
- изготовление наружной оболочки длиться пять дней. Рекомендуется начинать в понедельник, используя конец недели для отвердения.
_________________
* Поверхностная Стекловуаль 27 г/м2 или типа или стеклоткань типа - стеклосетки С-Э-01
** Порошковоплетенная дорожка, ткань типа 'сатин' или 'рогожа' в зависимости от веса м.кв.
БОЛВАН (ФАЛЬШИЗДЕЛИЕ)
Первой стадией при изготовлении стеклопластиковой матрицы является сооружение болвана. Он может быть прототипом или изготовленным отдельно из древесины, гипса, металла или другого материала, на который не воздействует стирол. Болван должен сохранять свои размеры и его поверхность должна быть идеально обработана. Обработку поверхности болвана осуществляют грунтовкой, шпаклевкой, окраской лаком и последующей полировкой. Окраска лаком важна, прежде всего, тогда, когда болван изготовлен из какого-нибудь пористого материала, например, дерева, гипса или еще чего-либо подобного. В этом случае окраску лаком необходимо осуществить несколько раз.
При шпаклевке и окраске лаком необходимо использовать материалы, которые достаточно хорошо выдерживают воздействие стирола. Лучше всего это - полиэстер, но можно также использовать двухкомпонентную шпаклевку или лак. Из сильных лаков наиболее пригоден кислотвердеющий карбамид. Кроме того, можно использовать двухкомпонентный полиуретан, но он требует значительно большего времени застывания. Многие застывающие на воздухе шпаклевки и лаки не выдерживают воздействие стирола, поэтому их необходимо защищать, покрывая поверхность разделительной пленкой СРА 5 (раствор поливинилового спирта).
Обрабатывая поверхность, болвана необходимо обратить внимание на то, что возвышения на поверхности матрицы, образованные царапинами болвана, можно позднее удалить шлифованием, тогда как возвышения на поверхности болвана вызывают впадины на поверхности матрицы, которые удалять уже значительно сложнее.
ОБРАБОТКА РАЗДЕЛИТЕЛЬНЫМИ МАТЕРИАЛАМИ
Когда поверхность болвана готова и на ней ожидается блеск, лаку необходимо отвердеть в течение недели, не менее. Двухкомпонентному полиуретану необходимо отвердевать не менее двух недель. После этого поверхность болвана необходимо обработать разделительными материалами, например, натереть разделительным воском Hi Low. Воск наносится тонким, ровным слоем на поверхность с помощью мягкого пористого кусочка пенопласта.
Воск необходимо наносить легкими вращательными движениями на небольшую площадь за раз, перекрывая при этом 25-30% предыдущей площади. Прежде, чем воск засохнет, необходимо отполировать покрываемую поверхность полировальной бумагой или мягкой тряпочкой. Переворачивать и менять их нужно как можно чаще.
Необходимо нанести 4-5 слоев воска и дать каждому просохнуть не менее трех часов. Последнему слою воска необходимо сохнуть не менее 12 часов.
Следующая стадия - нанесение разделительной пленки. Ее начинают нанесением одного слоя воска Hi Low или Blue Wax, который затем располировывают и дают просохнуть не менее 4 часов. После этого наносят разделительную пленку CRA 5 замшей, либо чем-то аналогичным, например, фланелью или трикотажной тряпочкой. Полотно насыщают полностью CRA 5, после чего его аккуратно выжимают досуха. Этим влажным полотном вещество наносят легкими движениями таким образом, чтобы образовалась тонкая пленка. Если поверхность болвана покрыта двухкомпонентным лаком и воскование нанесено аккуратно, то разделительную пленку можно сохранить.
На обработанную разделительным составом поверхность болвана необходимо установить закладные детали (направляющие, съемники и т.п.), прикрепив их двусторонним скотчем или маленьким кусочком формовочного воска, разогретого предварительно в руках.
ДЕКОРАТИВНОЕ ПОКРЫТИЕ ПОВЕРХНОСТИ
Декоративное покрытие (гель для поверхности), в которое добавляют 2,5% МЕК-пероксида, наносят кистью или распылителем.
Гелькоут класса Н следует наносить двумя слоями кистью высокого качества. Обращайтесь с ним очень осторожно, чтобы получить ровные слои без впадин и пузырей. Гелькоуту необходимо дать отвердится между слоями для образования клейкой поверхности, который не окрашивает при касании пальцами (минимум от 3 до максимум 6 часов). Поверхность начинает казаться тогда липкой (состояние 'до отлипа').
Гелькоут класса S следует наносить методом напыления нескольких слоев, не отверждая их, (примерно 0,2 мм) с помощью наиболее мелкого сопла и наиболее низкого давления. После нанесения каждого слоя необходимо делать 2-4 минутный перерыв для того, чтобы поверхность освободилась от воздуха. Толщина последнего мокрого слоя должна быть минимум 0,8 - 1,0 мм
ФОРМОВАНИЕ НАРУЖНОГО СЛОЯ
Первый крепежный слой, который формуется из стекловуали, а также из одного слоя стекломата 300гр/м2, укладывают тогда когда второй слой декоративного покрытия отвердел до 'отлипа' (от 3 до 6 часов).
Необходимо, смешав смолу G 300 TRB и 1,5% отвердителя, сделать порцию, пригодную для использования в течение 20 мин. Связующее наносить кистью или пропиточным валиком достаточно равномерным толстым слоем, вес связующего должен быть не менее чем в два раза от веса армирующего материала (стекловолокна).
Стекловуаль и стекломат укладывают на мокрую поверхность и выравнивают так, чтобы не осталось никаких складок. Окончательная пропитка и удаление воздуха производиться алюминиевым или пластиковым валиком или кистью 'тыканьем'. Пропитку необходимо осуществлять очень аккуратно, чтобы в первом слое не остались пузыри - 'Чижи'. Если смолы не хватает, чтобы полностью промочить стекломат, то можно добавить немного ее сверху стекломата. Но этого надо стремиться избегать.
Для первого слоя не стоит стремиться получить высокое стеклосодержание, прежде всего, необходимо получить равномерно уложенный слой без сгустков и 'чижей'. Швы первого слоя лучше укладывать край к краю и так аккуратно, чтобы не осталось не укрытых стекловуалью поверхностей. На поверхности острых углов, разделительных мест половинок матрицы и соответствующих деталей можно уложить хорошо пропитанные ровинг прежде, чем расстилать стекломат.
Когда первый слой полностью пропитался, его оставляют отвердевать. Когда отвердение дошло до такой степени, что выклеенный слой уже не липнет, но еще достаточно эластичный, то края можно обрезать острым ножом. Обрезание краев лучше всего делать после каждой стадии выклеивания, поскольку позднее это требует большего труда и времени. Уже изготавливая, болван, края необходимо обрабатывать так, чтобы их позднее можно было бы подрезать. После подрезания краев первый слой необходимо оставить затвердевать на ночь.
После отвердевания проверяют первый слой. Если в нем, несмотря ни на что, оказались воздушные ямки-'чижи', их надо аккуратно вырезать острым ножом, чтобы позднее можно было на следующей стадии их заполнить смолой. Необходимо особенно аккуратно подрезать углы и края, одновременно надо срезать и отполировывать всевозможные стеклянные шероховатости и стекловолоконные шипы.
После этого настилают второй крепежный (армирующий) слой таким же образом, как и первый. Второй слой также необходимо выклеивать из стекломата 300-450гр/м2. Укрепления швов можно и здесь и в следующих слоях выклеивать, перекрывая края на 3-5 см. Второй слой оставляют отвердевать на ночь. Необходимо помнить о подрезании краев !
Формовку продолжают опять двумя слоями стекломата 300 гр/м2 или 450гр/м2. Ее осуществляют по стадиям, выклеивая один слой в день той же методикой, что и ранее.
Теперь наружная оболочка матрицы готова. Она образована из защитно-декоративного покрытия (гелькоута) и четырех слоев стекломата, ее общая толщина составляет около 5 мм. Наружную оболочку оставляют отвердевать еще на 1-2 суток.
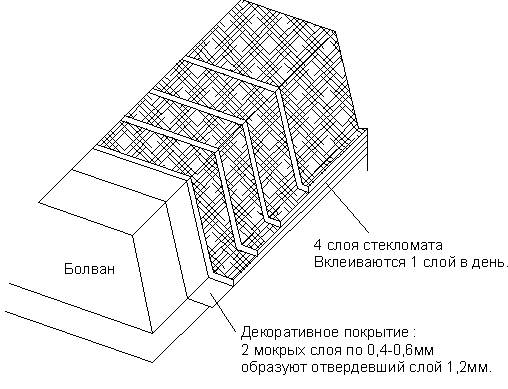
Рис.1 Наружная оболочка матрицы
ВЫКЛЕИВАНИЕ КАРКАСНОГО СЛОЯ
Процесс дальнейшего изготовления матрицы решают размер, ее назначение и требования к обработке.
На маленькие, предназначенные для ручного формования матрицы, на которых нет ровных поверхностей, нет необходимости наклеивать дополнительные слои стекломата. Когда матрицы отвердели в течение 14 суток на болване в теплом помещении, на них можно устанавливать дуги, балки или ребра жесткости. Это необходимо делать аккуратно и осторожно, чтобы избежать возникновения напряжений натяжения (концентраторов напряжений).
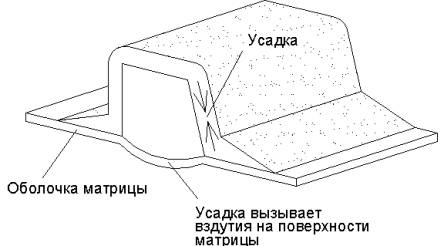
Напряжения натяжения возникают тогда, когда полиэстеровая смола при отвердении усаживается. При этом на поверхности матрицы возникают утяжки в виде возвышений или впадин. Чтобы не возникало напряжений натяжения, необходимо позднее устанавливать крепления в соответствии с указаниями в гл. 'Крепления' данной инструкции.
На большие матрицы, предназначенные для ручного формования, необходимо наклеивать дополнительные слои, каркасные слои или крепежные элементы. Для разнообразия матрицу можно усиливать, изготавливая ее сэндвич-методом.
Крепежное выклеивание делает матрицы тяжелыми, и таким образом, требует усилительных ребер, особенно если речь идет о ровных поверхностях. Крепежное выклеивание необходимо изготавливать по стадиям, не более двух слоев стеклорогожи в день.
Для такого выклеивания можно использовать т.н. 'полиэстер-среда', например, М 105 ТВ, если матрица предназначена для нормального ручного формования, стеклорогожу можно использовать, если ему предшествует не менее 4-х слоев стекломата. Из них первый слой должен быть выдержан не менее недели. Наилучший результат с ровинговым стекловолокном получают тогда, когда его закладывают под последний или предпоследний слой каркасного формования.
Когда каркасный слой достиг ожидаемой толщины и отвердевал не менее одной недели, то можно приформовывать крепеж и рамы. Это необходимо осуществлять, избегая возникновения напряжений натяжения.
Хороший способ усиливать матрицы - выклеивать, их стеклотканью методом канавкового сэндвича. В противоположность этому методу, 'настоящий' сэндвич не образует изолирующего слоя. Стеклоткань можно выклеивать прямо на поверхности наружной оболочки, в случае, когда последняя отвердевала не менее одной недели. Нанесение стеклоткани необходимо осуществлять как можно тщательнее: без перерывов, стыки швов - край к раю так, чтобы не возникало смолосодержащих мест.
С помощью метода 'настоящего сэндвича' усиление можно осуществить прямо на поверхности наружной оболочки, когда последний наклеенный слой отвердевал не менее одной недели. Сэндвич делают из бальзы или другого пробельного вещества. Делая выбор ядра сэндвича, необходимо принять во внимание изолирующие особенности ядра. Выклеивание необходимо осуществлять тщательно, избегая смолосодержащих мест, за один раз, чтобы в шовных местах не возникало напряжений натяжения.
Рис. 2. Напряжения натяжения, вызванные неправильно установленными усилениями. Слишком большая толщина приформовки по неотвержденному слой наружной оболочки.
УСИЛЕНИЯ
Работу с усилениями и рамами нельзя начинать прежде, чем наружная оболочка отвердеет не менее двух недель.
Когда речь идет о тонкостенных матрицах, чтобы не возникало напряжений натяжения, усиления и рамы следует приформовывать следующим образом:
Необходимо обозначить места установки усилений. Для этого приклеивается липкая лента, выдерживающая воздействие стирола, например, Mylar, Melinex, Hostaphan поверх меток. Приформовываются два слоя стеклоткани сатинового плетения поверх пленки и устанавливаются сердцевины усилений, картонные трубки, полиуретановые лоскутки или соответствующие элементы поверх стеклоткани. Приформовывается усиление и дается время на отвердение.
После отвердевания весь пакет отделяют и удаляют пленку. Очень хорошо получаются широколапые балки усиления. Далее необходимо отшлифовать на матрице поверхность и приклеить усиление на поверхность одним или двумя слоями стеклоткани сатинового плетения.
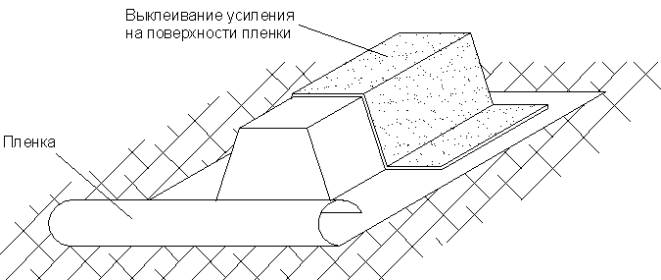
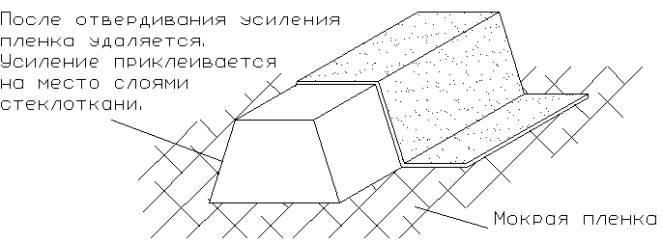
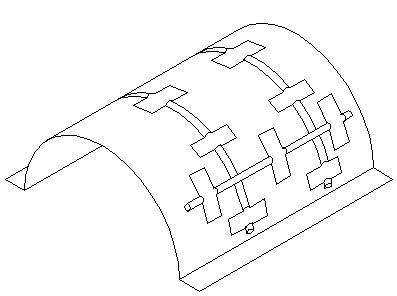
Рис.3 Крепление усилений без риска возникновения напряжения натяжения.
РАМЫ
Для сведения к минимуму риска возникновения напряжений натяжения необходимо устанавливать полностью готовые рамы, сделанные из металлического уголка, стальной трубки и пр. материалов. Когда рама приформована к матрице, ее поверхность уже нельзя обрабатывать: шлифовать, полировать или сверлить. Различные части рамы необходимо обработать (отрезать, сгибать) так, чтобы они полностью подходили к матрице. Каждую часть временно приставляют к матрице до полного прилегания и соединяют вместе держателями, струбцинами и пр. так, чтобы раму можно было вытащить. В крайнем случае, различные части соединяют, точнее, прихватывают точечной сваркой.
Когда рама готова и временно собрана, ее снимают с поверхности матрицы и сваривают целиком. Высверливают все отверстия и устанавливают все элементы, необходимые при работе с матрицей.
После этого всю раму полностью очищают от жира и устанавливают обратно на поверхность матрицы для приформовки. Необходимо помнить, что у приформовываемых к матрице частей, должно быть стопроцентное прилегание. Все зазоры должны быть заполнены шпаклевкой до приформовки. Если прилегание полное и приформовываемые поверхности отшлифованы, достаточно двух слоев стеклоткани сатинового плетения и широких крепежных лопастей (речь идет о ширине приформовочного угольника) приформовки. При формовании необходимо помнить о тепловом расширении рамы.
Раму необходимо спроектировать так, чтобы она была местом крепления стойки и прочих необходимых для обработки матрицы деталей. Рама не должна быть только лишь кучей металла, а у каждой части должно быть собственное предназначение и определенное место.
Рис.4. Крепление рамы и стойки
РАЗДЕЛЯЕМЫЕ МАТРИЦЫ
Разделение матрицы необходимо осуществлять вдоль естественных линий раздела так, чтобы раздел следовал углу или аналогичному элементу. Разделяемые части необходимо снабдить вытяжными ручками для облегчения открытия матрицы.
Разделяемые матрицы, в которых линия раздела не должна просматриваться на изделии, необходимо изготавливать особенно тщательно. Обрабатывая большие матрицы, это может оказаться очень трудоемко. Во многих случаях приходится шпаклевать или шлифовать выделяющиеся линии раздела. Если большие половины матрицы перекрываются внахлест, то можно избежать шпаклевки, изготавливая т.н. формовочный край на месте раздела. Этот формовочный край можно шлифовать и полировать в дальнейшем и таким образом, можно избежать больших ошибок при стыковке частей матриц.
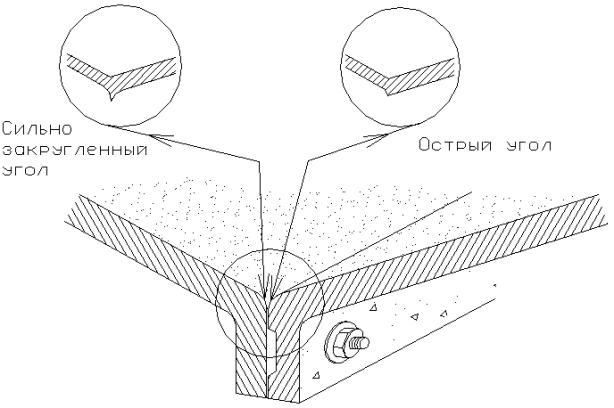
Рис.5 Формирование линий раздела
Разделительные крылья, замковые края не надо делать ровноповерхностными. Их недостатком является то, что закрывающая сила, которая держит части вместе, разделяется на две большие области и часто немного на сам разделительный край в котором нужна была бы значительно большая сила. Разделительные крылья нужно отформовывать так, чтобы сила сжатия была направлена непосредственно на саму разделительную линию или вблизи ее, насколько возможно.
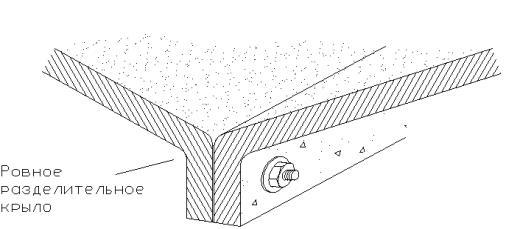
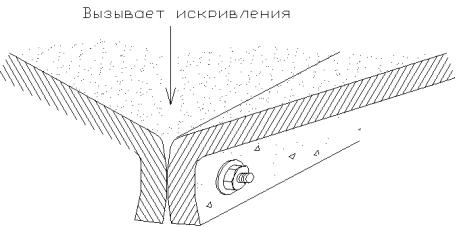
Рис. 6. Неправильное формование разделительного крыла.
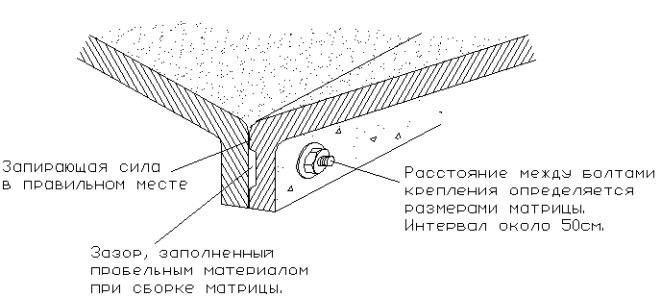
Рис. 7. Формование разделительного крыла для достижения оптимальной возможной силы запирания.
Разделяемые матрицы изготавливают таким образом. На разделительную линию устанавливают временный фланец, после чего матрицу собирают в две стадии. Временный разделительный фланец необходимо натереть воском и обработать разделительным материалом так же, как и болван. Когда будет полностью изготовлена (отформована и отверждена) оболочка первой половинки матрицы, то можно снять временный фланец (крыло). Поверхность раздела готовой половинки матрицы после этого необходимо натереть воском и обработать разделительным материалом. Обработку необходимо производить аккуратно и осторожно, чтобы не отделить от болвана готовую половинку матрицы.
Формуя второй фланец, надо дать стеклоткани завернуться через край так, чтобы фланцы приклеились друг к другу снаружи. Это делается для того, чтобы фланцы не сломались и не разошлись бы до окончания формования. Разделительные фланцы необходимо сделать достаточно жесткими, чтобы их форма несмотря на силу сжатия, сохранялась при использовании матрицы.
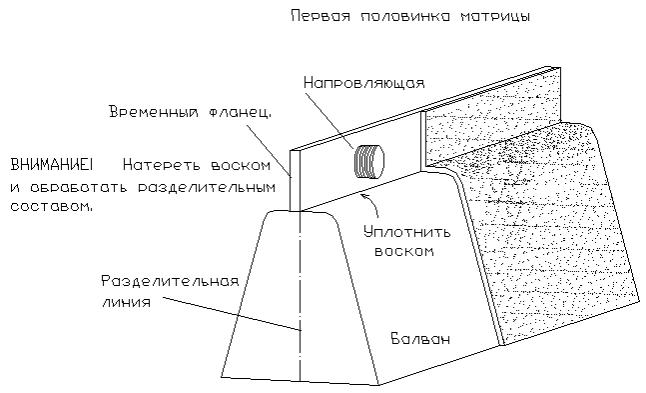
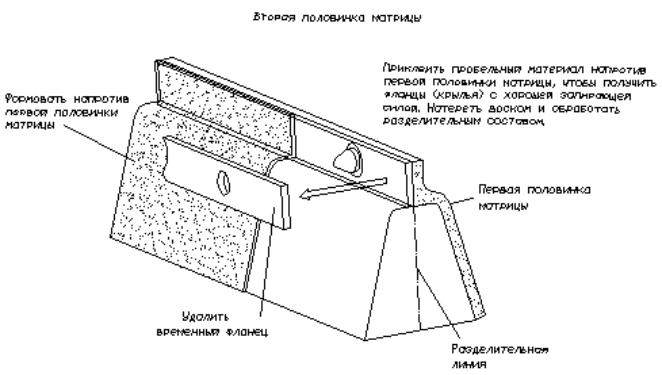
Рис. 8. Изготовление разделяемых матриц.
НАПРАВЛЯЮЩИЕ
Направляющие являются неизбежными деталями в разделяемых матрицах. Их главное значение - не направлять части матрицы, а удерживать их (эти части) на правильных местах. В больших матрицах длинные направляющие, которые требуют одноосного перемещения частей матрицы, являются не практичными. Если направляющим придать конусообразную форму, то матрицу можно будет запирать и открывать также в диагональном направлении.
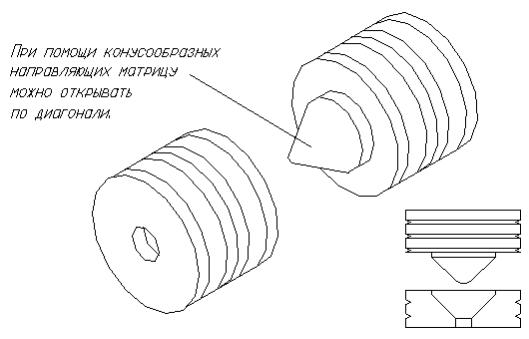
Рис. 9. Формование направляющих.
ОБРЕЗНЫЕ КРОМКИ
В матрицы у которых края изготавливаемых частей подрезаются до окончательного затвердевания, можно заформовать стальные края. Обрезные кромки стоит делать с самого начала.
Если поверхность изделия находится вдоль одной прямой, то соответствующие стальные кромки можно сделать линиями раздела в разделяемой матрице. В изгибающихся линиях раздела это не очень пригодно, поскольку существует опасность, что касание будет не полным.
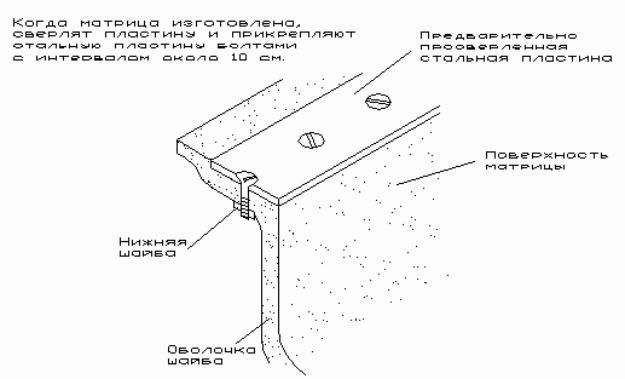
Рис. 10. Резаный край стеклопластиковых матриц.
СЪЕМНИК-ВЫТАЛКИВАТЕЛЬ
Как уже упоминалось ранее, поломка стеклопластиковых матриц чаще всего происходит из-за грубого обращения. Особенно частой ошибкой является применение силы и острого инструмента. Это обстоятельство необходимо принимать во внимание уже на стадии проектирования и изготовлять, например, задние углы, разделительные уровни и пр. Таким образом, чтобы отделение изготовленной детали от поверхности матрицы было бы легким.
Съемник - это деталь, значением которой часто пренебрегают. Правильно расположенный и хорошо изготовленный съемник значительно увеличивает долговечность матрицы. Ее можно изготовить различными способами. Самый простой - отверстие против точки нажима, которое на время формования закрывают липкой лентой, винтом или вытяжным штырем. Это простые и дешевые способы. Однако, при изготовлении больших и тяжелых деталей у них к сожалению проявляются недостатки. Съемник не должен поднимать или вытаскивать деталь наверх, а должен пропустить воздух между деталью и матрицей, чтобы они отделились. Хороший съемник получается, когда он изготовлен в соответствии с рисунком в виде трубчатого вентиля. Он работает так, что открывается на десятые доли миллиметра, вследствие чего воздух попадает между поверхностями, отделяя деталь от матрицы.
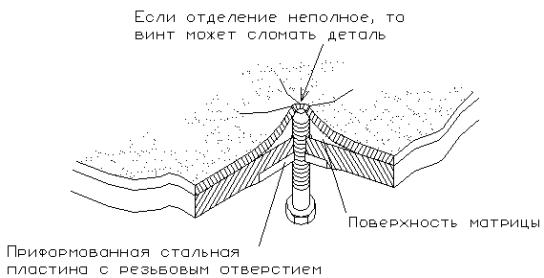
Рис. 11. Резьбовой съемник (винтовой съемник).
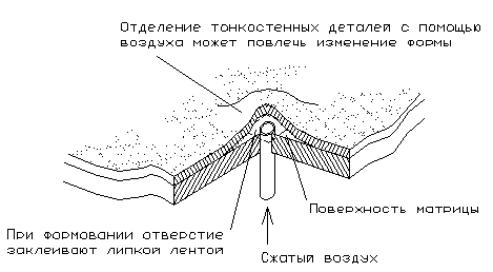
Рис. 12. Пневмосъемник.
Такой съемник можно использовать также в вакуумно-инжекторных матрицах, когда к трехканальному крану подключают пневморукав так, чтобы съемник-выталкиватель находился в таком же разряжении, что и внутренняя часть матрицы. Съемник необходимо устанавливать в центр матрицы, в ее самое глубокое место, не слишком близко к раю. При необходимости отделения больших или толстостенных деталей, съемник устанавливают ближе к тому краю, где отделение произойдет легче. Если деталь глубокая и у нее маленькие задние углы, то съемник устанавливают также и на края. Если съемник расположен на боковой поверхности матрицы, необходимо помнить, что доступ воздуха надо прекратить сразу после отделения, чтобы отделение происходило при закрытом съемнике, иначе деталь может поцарапаться сама или повредить съемник.
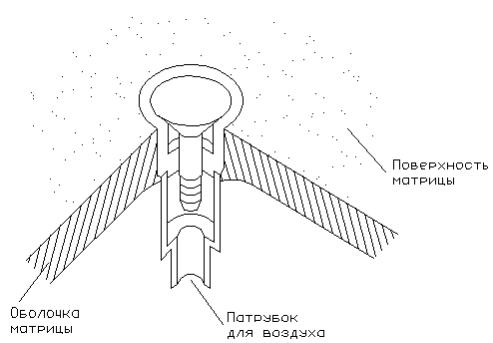
Рис. 13. Воздушный трубчатый вентиль.
ОТВЕРЖДЕНИЕ
Правила касаются всех матриц!
Необходимо дать матрице пробыть на поверхности болвана в теплом помещении и дать ей отвердеть достаточное количество времени, не меньше трех недель. Имея достаточно времени на изготовление матрицы в дальнейшем можно избежать многих неприятностей.
НЕПОЛНОЕ ОТВЕРЖДЕНИЕ МОЖЕТ ВЫЗВАТЬ:
- матовые пятна;
- волокнистую структуру;
- сложности с отделением.
ОТДЕЛЕНИЕ
Тогда, когда поверхность болвана не подвергается воздействию стирола, и тщательно сделано воскование при отделении от матрицы не возникает проблем. При нагнетании воздуха в съемники, матрица легко отделяется и ее можно поднять. Если против всех ожиданий матрица не отделяется от болвана, не следует применять силу, а стоит попробовать следующие методы:
- нагнетай воду в съемники и дай воде медленно поднять матрицу. Используй воду лишь тогда, когда болван изготовлен из влагостойкого материала;
- забей деревянные клинья по разделительным линиям. Качни воздуха в отверстие, не суетись;
- просверли отверстие. Если матрица содержит сэндвич или усилена литьем, то это не рекомендуется. Вставь временно в отверстие кусочек трубки и качни воздух или воду через отверстие. Заделай обязательно отверстие после отделения.
Если никакой из этих способов не помогает - потяни блоком или домкратом или выруби болван аккуратно кусок за куском. В действительности этот метод повреждает также и матрицу.
Обычные причины сложностей отделения:
- Поверхностная отделка не выдерживает воздействия стирола.
- Лак на поверхности болвана не полностью застыл.
- Недостаточное воскование поверхности болвана.
- Декоративный слой поверхности матрицы не отвердел полностью.
- Болван и рабочее помещение были холодными.
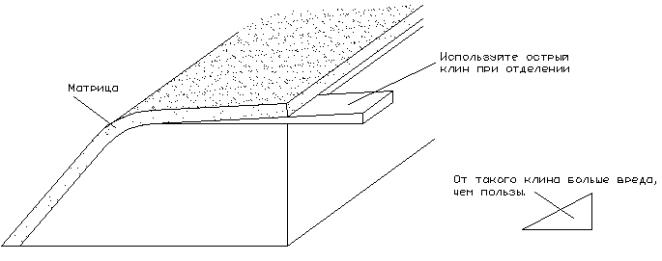
Рис. 14. Отделение с помощью клиньев.
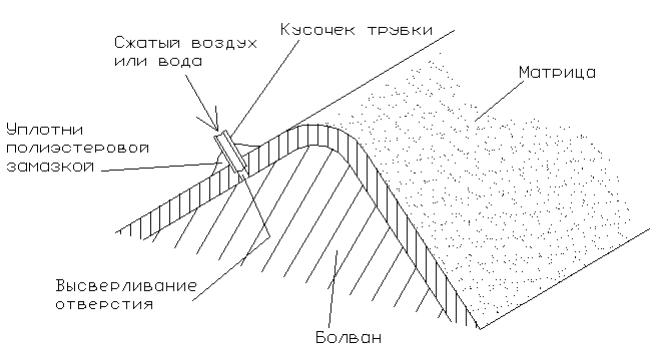
Рис. 15. Отделение от болвана с помощью сжатого воздуха.
ОБКАТКА МАТРИЦЫ
Матрицу необходимо вымыть прохладной водой и моющим веществом для посуды либо мыльной водой. Необходимо проверить поверхность, направляющие и необходимое для обработки матрицы оборудование, а также проверить съемники и замковый механизм. Если на поверхности матрицы имеются возвышения или отсутствует блеск, то необходимо выполнить водную полировку с помощью шлифовальной водостойкой бумаги №360-2000. После водной полировки поверхность надо отполировать полирующим веществом №115, далее №440-5, затем №103,а после этого полирующим веществом №3. Если поверхность только лишь матовая (тусклая), без прочих дефектов, полировки полирующими веществами может оказаться достаточно для доработки.
Когда качество поверхности матрицы проверено и отрегулированы все дополнительные механизмы: съемники, выталкиватели и пр., необходимо нанести на поверхность матрицы воск, например Hi-Low. Это воскование выполняется таким же образом, как и воскование болвана.
После воскования на поверхность наносится разделительная пленка и осуществляется вручную пробное формование. Пробное формование необходимо выполнить с декоративным слоем и 4-мя слоями стекломата мокрый слой против мокрого. Пробное формование необходимо сделать также инструментам сжатия, матрицам из ячеистого пластика и на обе половинки двухсторонних матриц. Таким образом проверяют также отверждение поверхности матрицы.
После пробного формования поверхность матрицы надо вымыть прохладной водой и натереть еще раз Hi-Low. После этого наносят разделительную пленку и матрицу подготавливают для изготовления первой детали. Перед первой деталью часто имеет смысл выполнить еще одно ручное формование в матрице. Это формование необходимо сделать также аккуратно и с той же техникой, что и формование наружной оболочки. Эта тщательно изготовленная деталь становится тогда 'архивной копией' (контрольное фальшизделие) и ее можно использовать в качестве болвана для дополнительных матриц. Когда требуется большая точность линейных размеров, эту архивную копию изготавливают с применением эпоксидного связующего.
После первой детали или 'архивной копии' матрицу необходимо снова вымыть и натереть воском. Также и для третьего формования необходимо использовать разделительную пленку. Начиная с четвертого формования пленку можно не наносить, а восковать каждый второй раз. Когда будет изготовлено около 10 деталей, можно прекратить воскование через раз и изготавливать после каждого воскования детали небольшой серией (5-7 изделий).
КОНСТРУКТИВНЫЕ МОМЕНТЫ
Проблемой изготовления рабочей оснастки для стеклопластикового производства является усадка полиэстера. В нормальных условиях полиэстер усаживается при отверждении на 7-8 % от объема, то есть линейные размеры усаживаются приблизительно на 2 %. Эти оценки относятся к неукрепленному полиэстеру. Укрепленный или наполненный полиэстер усаживается меньше, поскольку часть от объема составляет не усаживающийся материал. Полиэстер в котором около 30 % укрепителя, усаживается теоретически на 4 % от объема, что соответствует 1,8%-ной усадке по длине. Это идеальные теоретические оценки. На практике усадка изменяется очень значительно в зависимости от многих факторов, которые влияют на полимеризацию во время изготовления.
Усадка следует за процессом отверждения, т.к. оно (отверждение) начинается при коагуляции смолы и продолжается до тех пор, пока не произойдет окончательная полимеризация. Если у усадки есть физическое препятствие в каком-нибудь направлении, в этом направлении со временем могут развиться внутренние напряжения. Если препятствие для усадки удаляют прежде выравнивания напряжения, это может привести к долговременному усадочному напряжению, т.к. эти напряжения требуют длительного времени для выравнивания. Это явление вызывает изгиб стеклопластиковых изделий, и смолосодержащие места-скопления в углах декоративного слоя, подтеки - растрескиваются.
Для того, чтобы свести к минимуму внутренние напряжения необходимо принять во внимание следующее:
Декоративный слой должен быть:
- ровный, одинаковой толщины;
- без подтеков и сгустков.
Выклеенная оболочка должна быть:
- хорошо пропитана, без сгустков смолы;
- тонкого слоя, с одним слоем ткани за раз;
- отверждена в течение достаточного времени между слоями;
- у напряжений усадки должно быть достаточное время выравнивания до укладывания следующего слоя стеклоткани.
Усадку невозможно устранить полностью, но ее можно этими мероприятиями снизить на практике до приемлемого уровня.
Момент на который никогда не уделяется достаточное количество внимания - на изготовление матрицы необходимо запастись временем! Процесс не надо принуждать. Каждой стадии надо столько времени, сколько требует материал. Наружную оболочку матрицы невозможно сделать быстрее, чем за неделю. Матрица должна отверждаться на болване в теплом помещении не меньше трех недель для того, чтобы она была качественной. Матрица, которую изготавливают быстрее, чем за месяц, может получиться хорошей, но риск неудачи при этом достаточно велик.
СПЕЦИАЛЬНЫЕ МАТРИЦЫ - ТЕПЛОСТОЙКИЕ
Для инжекционных матриц, вакуумных матриц, для пластиков, литьевых матриц для PUR-ячеистого пластика и т.п. помимо усилителей необходимо также сделать теплоотделяющий слой. Этот слой необходимо изготавливать в виде 10-20 мм слоя с наполнителем. Лучшим наполнителем для этого является алюминиевая крошка. По причине экономии расходов алюминиевую крошку можно заменить промытым и сухим песком. Песчаный наполнитель действует как предохранитель тепла, но его теплопроводность хуже. Теплоотводящий слой изготавливают из песка или алюминиевой крошки следующим образом:
В декоративный слой (гель для поверхности) класса GE ххххх H(S) добавить 1,5% отвердителя и размешать, а после этого смешивать с алюминиевой пудрой или песком. Проще всего перемешивание производить обычным мастерком каменщика. Смесь должна иметь твердость талого снега. Проверить твердость можно, скатав маленький шарик и положив его на стол. Смола не должна вытекать, а шарик не должен растрескиваться или разваливаться на куски.
Хорошую твердость можно получить перемешивая сухой мелкозернистый кварцевый песок (0,5 мм) с GE ххххх H(S) в пропорции 6:1. Время коагуляции этой смеси при комнатной температуре 25-30 минут. Поскольку смесь достаточно жесткая, ее можно наносить на вертикальные стены. Для того, чтобы снизить в дальнейшем вероятность возникновения напряжений натяжения, такой жесткий и теплопроводящий слой необходимо наносить за один раз без перерыва. Матрицы большого размера могут потребовать при таких работах времени больше суток. На слой можно намотать спирали охлаждения/нагревания.
После отверждения слоя в течение двух суток (не менее), его заформовывают одним слоем. При формовании используют т.н. 'среда' - полиэстер в качестве связующего и в качестве армирующего - стекложгут. Этот слой надо делать исключительно толстым, если речь идет о закрытой матрице на которую воздействует давление. Слои оболочки в этом случае надо укреплять, чередуя жгут и стеклоткань. Стекложгут при этом надо собирать так, чтобы волокна были направлены вдоль наибольших напряжений.
СПЕЦИАЛЬНЫЕ - НАГРУЖЕННЫЕ
Для оснастки, которая постоянно работает в условиях больших нагрузок, надо отлить теплоотводящий слой. В больших матрицах внутреннее усиленное формование лишь в случае частого расположения дуг, что не очень легко осуществить. Значительно легче выполнить внутреннее (каркасное) литье, с помощью которого получают относительно тяжелые матрицы. Литье осуществляется различными способами и из различных материалов:
- полиэстер + наполнитель (песок, гравий и т.п.)
- эпоксид (эпоксидная смола, эпоксид + наполнитель)
- бетон
Если для каркасного литья используется полиэстер, часто появляются проблемы усадки, которые решаются следующим образом: на заднюю сторону готовой матрицы устанавливают пробельный материал, например, половую дорожку из ПВХ. Она может быть отделяющейся или приклеенной местами двусторонним скотчем или контактным клеем на водяной основе. Дорожки можно располагать на расстоянии 2-3 мм друг от друга. Шов заполняют формовочным воском. На пробельный материал сверху наносится разделительная пленка CRA 5. НЕ ВОСКОВАТЬ! После этого выполняют литье каркаса. Когда каркасное литье отвердело, его вынимают из матрицы и дают застыть полностью в помещении с повышенной температурой. Пробельный материал удаляют и заднюю часть очищают. Когда каркасное литье отвердело и усело в своей матрице окончательно (2-3 суток при температуре около 40-50 С), приклеивают его обратно в матрицу эпоксидной смолой таким образом, чтобы все сочленение было заполнено эпоксидной.
В геометрически простые матрицы можно налить эпоксидную смолу и вдавливать в нее потихоньку каркасную отливку. Когда речь идет о более сложных конфигурациях матриц, швы можно заполнять давлением или вакуумом. Тот же самый метод можно использовать, когда каркасную отливку делают из цемента. В цементной отливке поверхности надо обработать механически, например, шлифуя, чтобы можно было отделить цементный слой от поверхности. Это гарантирует лучшее сочленение.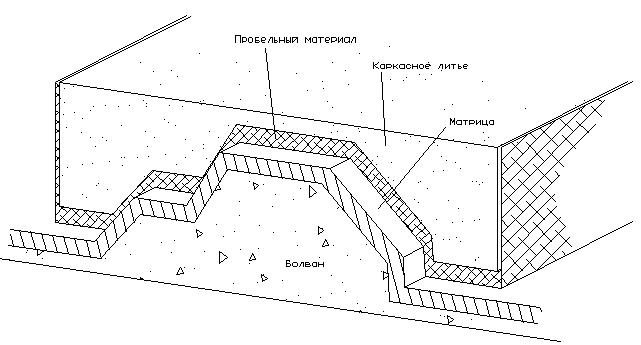
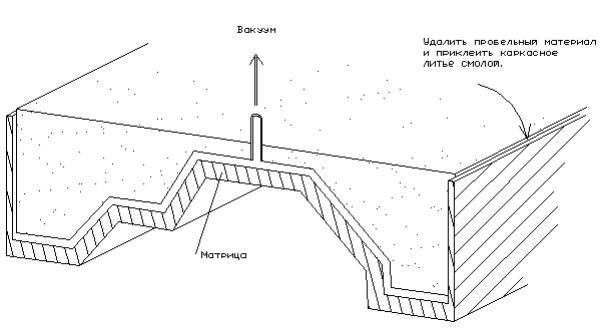
Рис. 16. Каркасное литье нагруженных матриц.
СПЕЦИАЛЬНЫЕ МАТРИЦЫ - ДВУСТОРОННИЕ
Эти матрицы собирают таким образом, что ту часть, которая будет наружной половиной готового изделия, изготавливают со съемниками, направляющими, рамами, стойками и т.п. Замковые фланцы должны быть на 1 см шире обычного, чтобы можно было формовать обе половинки вместе. Желаемую толщину готовой половинки матрицы получают использованием пробельного материала. Нужная толщина достигается каким-либо из перечисленных способов.
Выклеивание стеклотканью
Матрицу натирают воском и обрабатывают разделительным материалом так же, как и болван. После этого изделие формуют стеклотканью до желаемой толщины.
Этим методом невозможно точно контролировать толщину материала. Внутренние углы остаются слишком толстыми, а наружные - слишком тонкими. После этого поверхность приходится шпаклевать и шлифовать. Этот метод можно использовать лишь тогда, когда требования к толщине материала и качеству поверхности не очень высокие.
Изготовление с помощью половой дорожки
Матрицу очищают и половую дорожку приклеивают к матрице контактным клеем на водной основе. Необходимо размягчить дорожку горячим сжатым воздухом для укладки в вогнутые места матрицы. Нельзя оставлять излишков во внутренних углах, а также натягивать на наружных углах. Если необходимо изготовить несколько слоев, швы нижних слоев можно не заделывать, оставляя между ними зазоры 1-2 мм. Необходимо заполнить швы последнего слоя формовочным воском. Нужно помнить об излишках - они оставляют бугорки на матрице. Существуют также различные ковровые дорожки, в которых разнообразные волоконные поверхности. Если рисунок волокон хотят скопировать на изделие, дорожку необходимо укладывать большими кусками и приклеивать швы аккуратно край к краю.
Точную оснастку, допустимые требования к которой не могут достигаться вышеуказанными методами, необходимо изготавливать с помощью специальных восковых пластин. Использование восковых пластин требует умения и навыков для достижения наружного результата. Используя восковые пластины с высокой точкой плавления, необходимо следовать указаниям изготовителя.
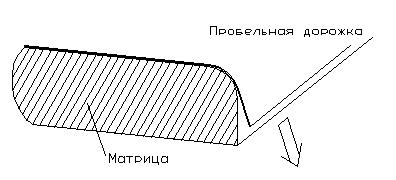
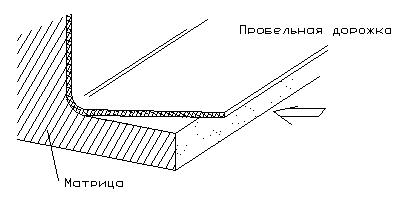
Рис. 17. Изготовление изгибов с помощью половой дорожки во внутренних и на внешних углах.
Когда набрана толщина, поверхность покрывают воском таким же образом, как и болван и изготавливают вторую половинку матрицы. Когда она готова вместе в деталями, рамами и пр., и она отвердевала достаточное количество времени, ее отделяют, отпиливая общую приформовку на фланце.
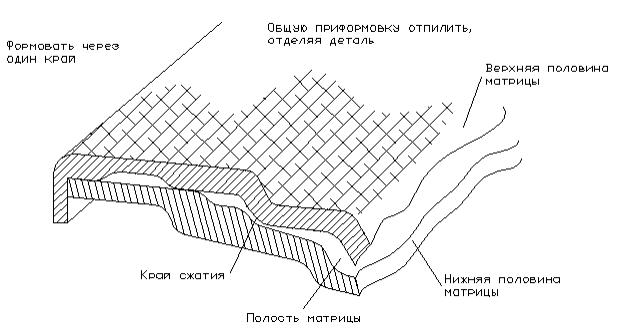
Рис. 18. Изготовление двусторонних матриц.
После отделения, пробельный материал удаляют. При использовании контактного клея на поверхности остаются остатки его. На маленьких матрицах их можно скатать вручную. На больших поверхностях очищение лучше всего производить растворителем, например, либо в бензине, либо в керосине намоченными опилками. ВНИМАНИЕ! Необходимо использовать защитные перчатки! Если матрица вымыта растворителем, ее надо хорошо промыть водой и моющими веществами. После этого ее необходимо высушить и дать простоять открытой 2-3 суток. После высыхания матрицы ее можно шлифовать и удалить шероховатость с мест стыков пробельного материала.
СПЕЦИАЛЬНЫЕ МАТРИЦЫ ДЛЯ ВПРЫСКА
Изготовляя инжекционные матрицы, конструктору, приходится принимать во внимание многие факторы, влияющие на непосредственное функционирования этого метода:
- возможность установки крепежа;
- направления потоков и точки впрыска;
- возможные объемы заполнителей;
- края выжимания и возможные канавки для удаления;
- лишние желобки;
- запирание формы и края сжатия.
Прежде чем проектировать матрицу, необходимо получить ответы на вышеуказанные вопросы.
Материнскую матрицу изготавливают, как теплостойкую специальную форму, в которой песчаный или из алюминиевых крошек сэндвич.
При изготовлении отцовской формы существует множество решений. Одни рекомендуют гибкие отцовские формы, другие - частично гибкие или жесткие. Гибкие отцовские формы можно изготовить как обычные формованные вручную матрицы, но без элементов усиления. Жесткие отцовские формы необходимо изготавливать также, как и материнские с песком или алюминиевой крошкой.
При изготовлении замочных краев также существуют различные решения, например, механическое запирание, запирание при помощи отдельного вакуумного канала, телескопические замочные края с уплотнителем и т.д. и т.п.
На прилагаемом рисунке используется телескопический уплотнительный край в вакуумном впрыске. Это уплотнение работает без сложных и дорогих уплотнителей. Пластиковое трубчатое уплотнение легко контролировать в связи с его открытым положением. Вакуумная канавка служит местом сбора излишков полиэстера и является самоочищающейся.
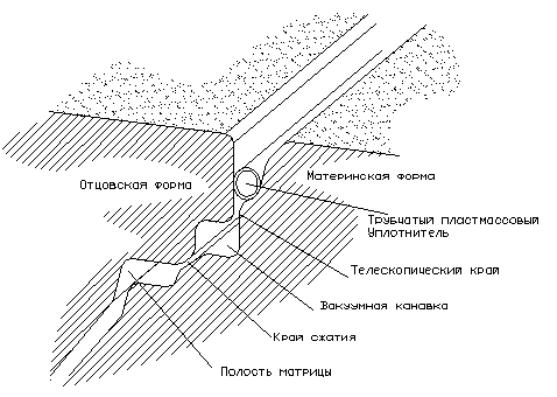
Рис. 19. Вариант решения замочного края.
|
|
|